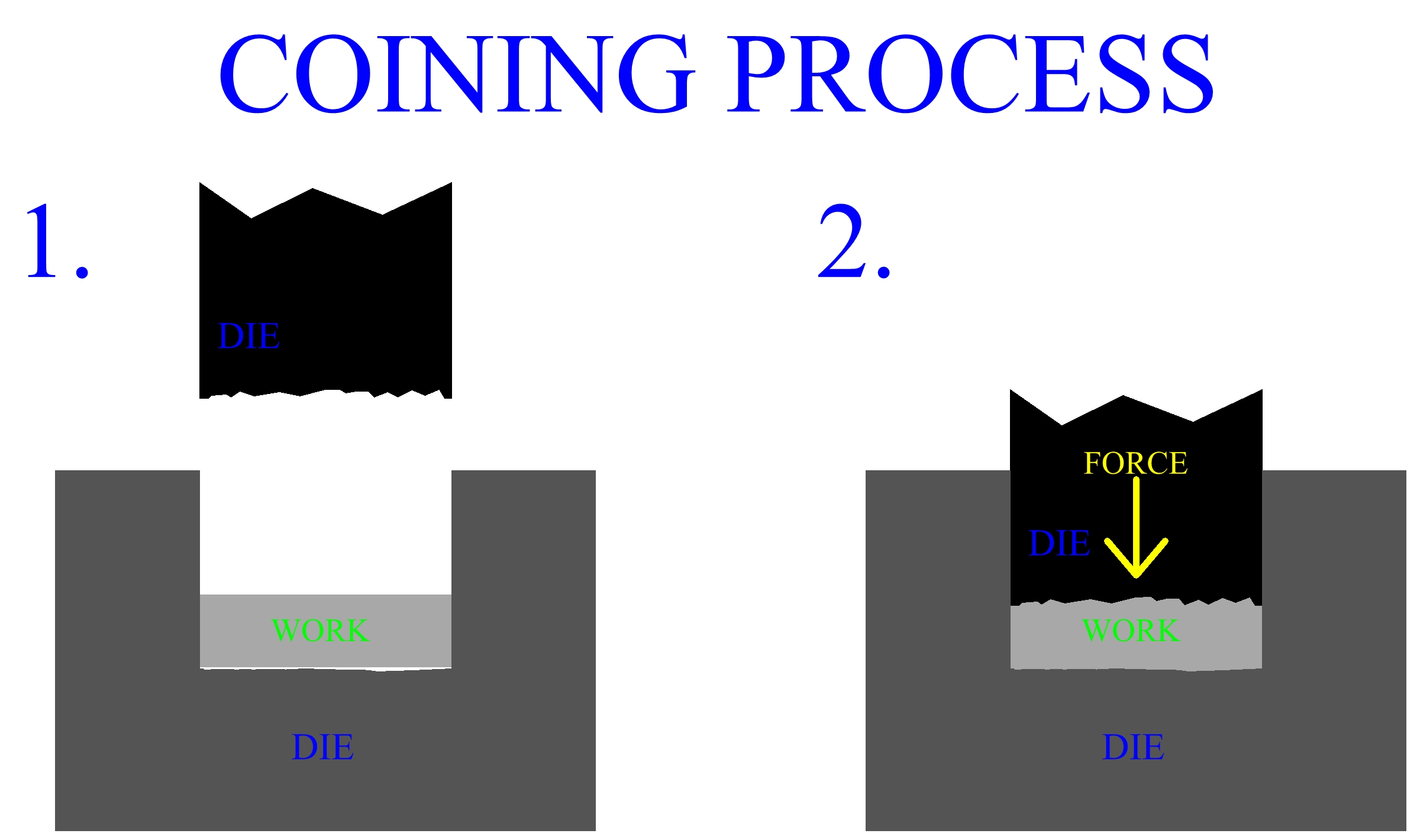
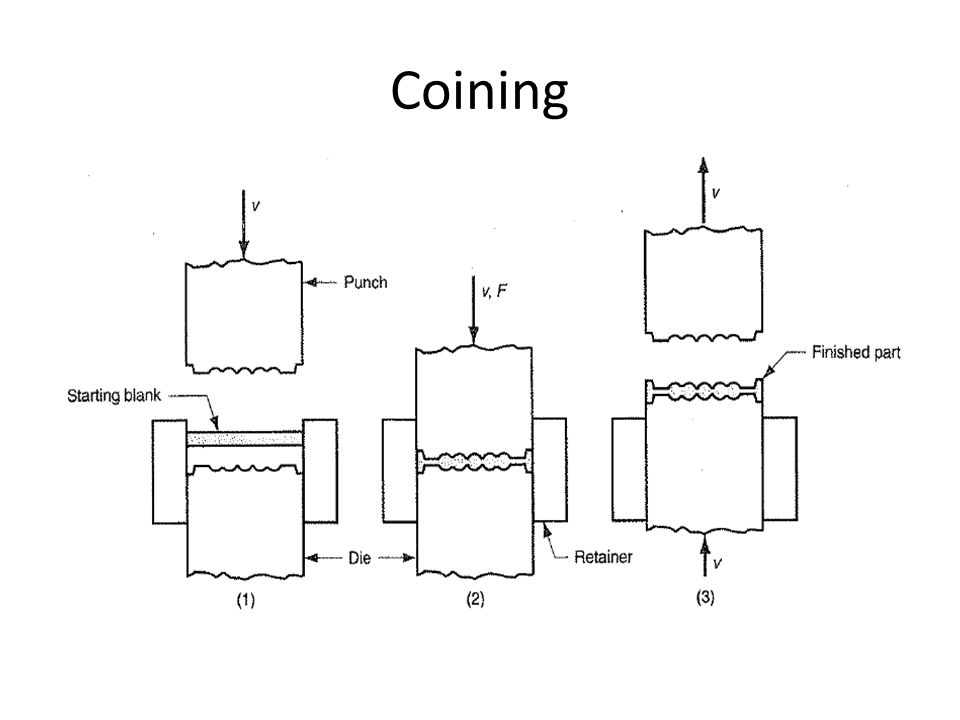
Coining Process In Sheet Metal
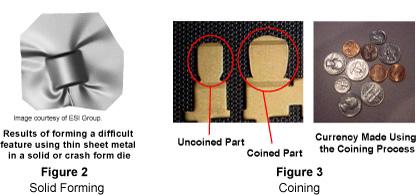
Metal Coining
Coining Sheet Metal Sheetmetal Me

Coining Sheet Metal Operation Anuniverse 22 Youtube

Coining In Sheet Metal In 2020 Metal Bending Sheet Metal Work Sheet Metal
The Power Of Bending Metal Customised Sheet Metal
Die Basics 101 Forming Operations
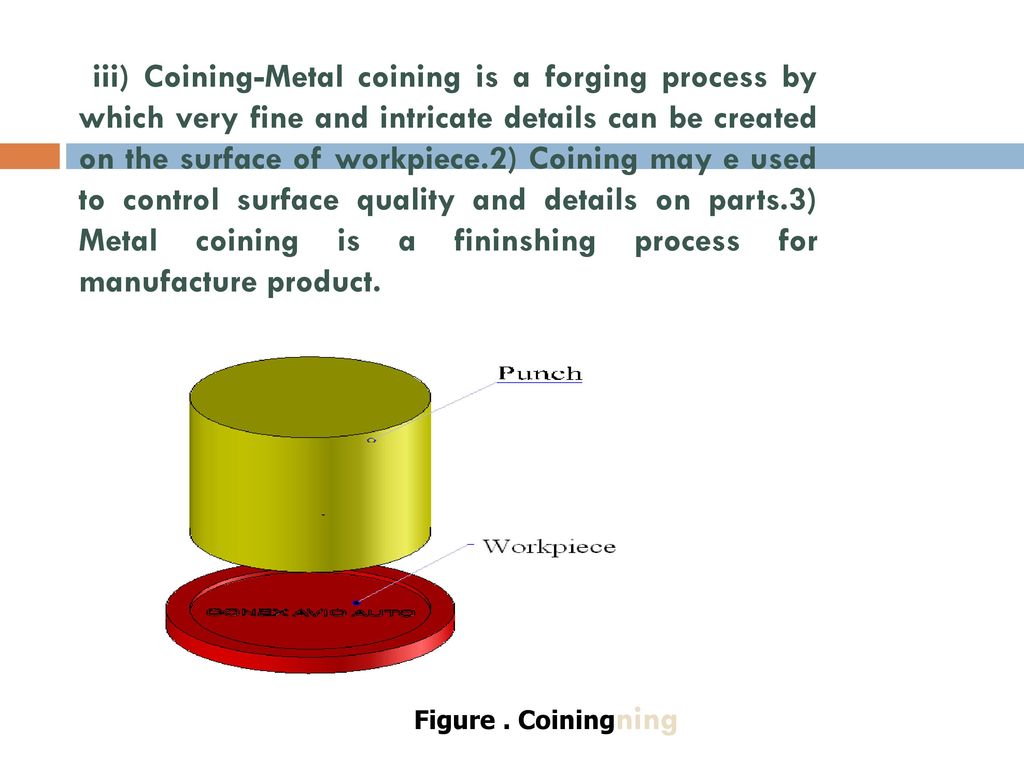
Slotting coining forming sheet metal.
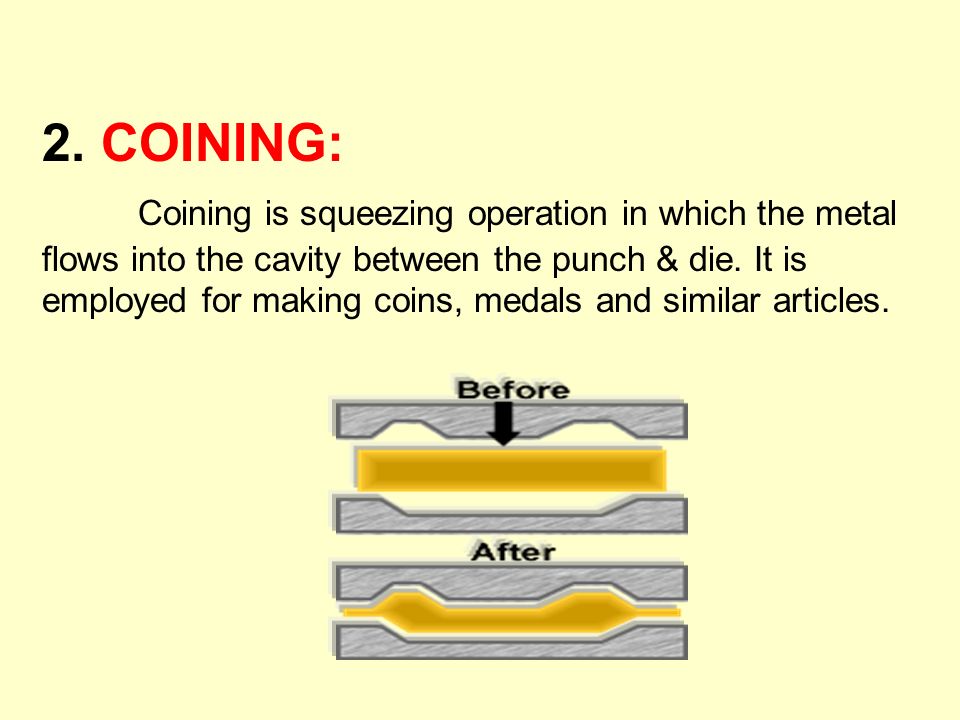
Coining process in sheet metal.
Metal Stamping 101 Part 1 Of 2 Vulcan Inc The Blacksmith S Hammer
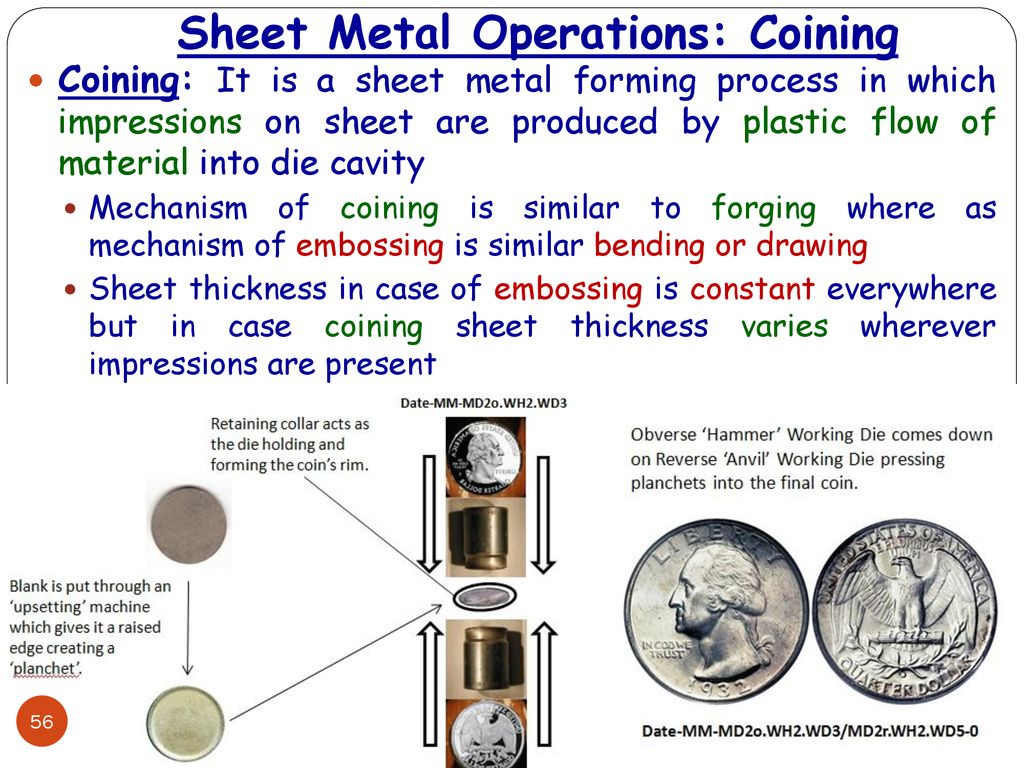
Sheet Metal Operations Ppt Video Online Download

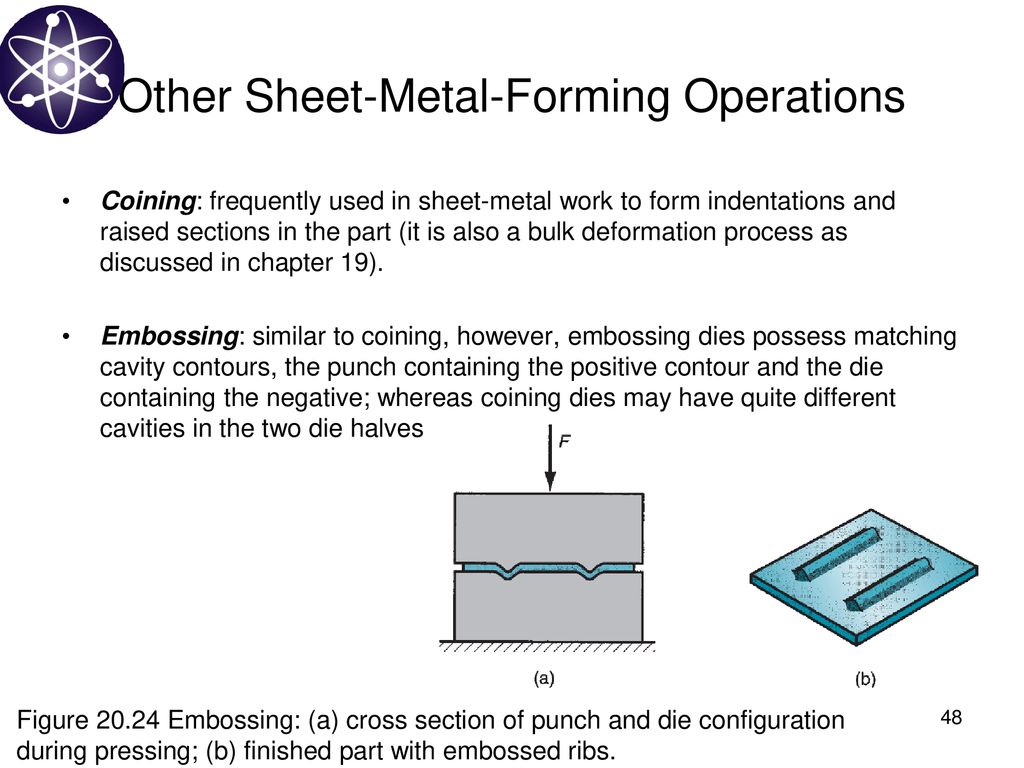
What Is The Difference Between Coining And Embossing Sheet Metal Operations Quora

Fem Models For Analysing The Shearing And Coining Processes A Download Scientific Diagram
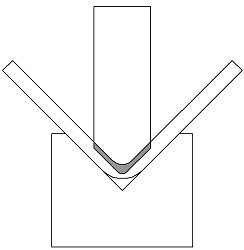
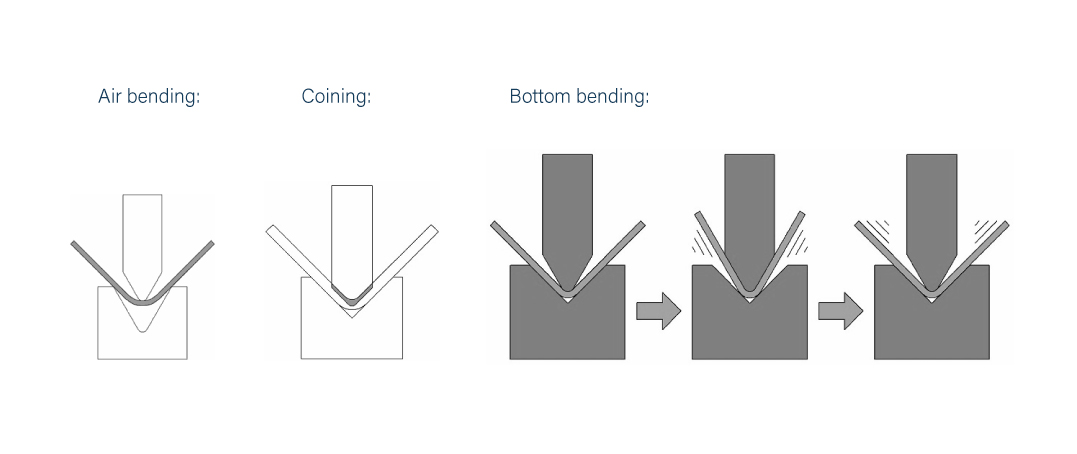
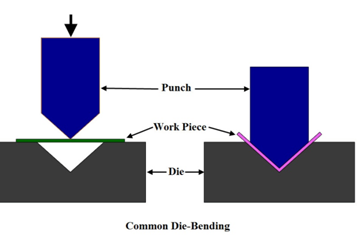
Bending Introduction
Sheet Metal Process Ppt Download
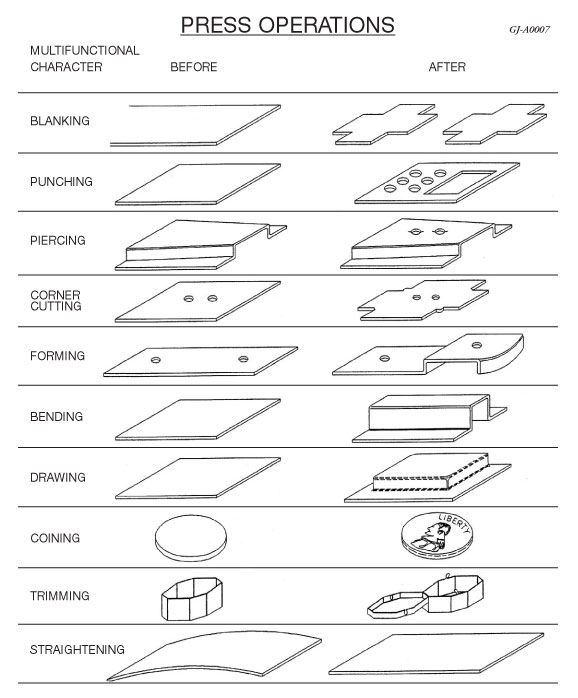
Press Operations The Heim Group

Press Brake Bending Basics A Guide To Sheet Metal Bending Machinemfg

Analyzing The K Factor In Sheet Metal Bending

Sheet Metal Stamping 101 Part V

Discuss All Sheet Metal Operations With Diagrams
Manufacturing Processes Ppt Download

Coining And Embossing Around Flared Holes Improves A Part S Strength And Its Ability To Maintain Its Fla Sheet Metal Mechanical Engineering Design Metal Design
Sheet Metal Process Ppt Video Online Download

Coining Metalworking Wikipedia
Wiping Die Sheetmetal Me
Flashless Forging Also Known As True Closed Die Forging Metal Is Deformed In A Cavity That Provides Total Confinement Major Advantage Elimination Of Ppt Download
Http Iopscience Iop Org Article 10 1088 1757 899x 418 1 012106 Pdf
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctjfudb5hjy4aassocgudcqzl Huvuciafpsx36odahnaetcawi Usqp Cau
U4 P4 Sheet Metal Operation

Sheet Metal Fabrication Guide Tenere Inc
Manufacturing Processes Ppt Download

Schematic Of The Coining Process Download Scientific Diagram

Bending Processes And Methods Trumpf Machine Tools Machine Tools Trumpf Bend
Source : pinterest.com
